د کوارټز ریت تولید لاین د پروسې جریان

تخنیکي پارامترونه
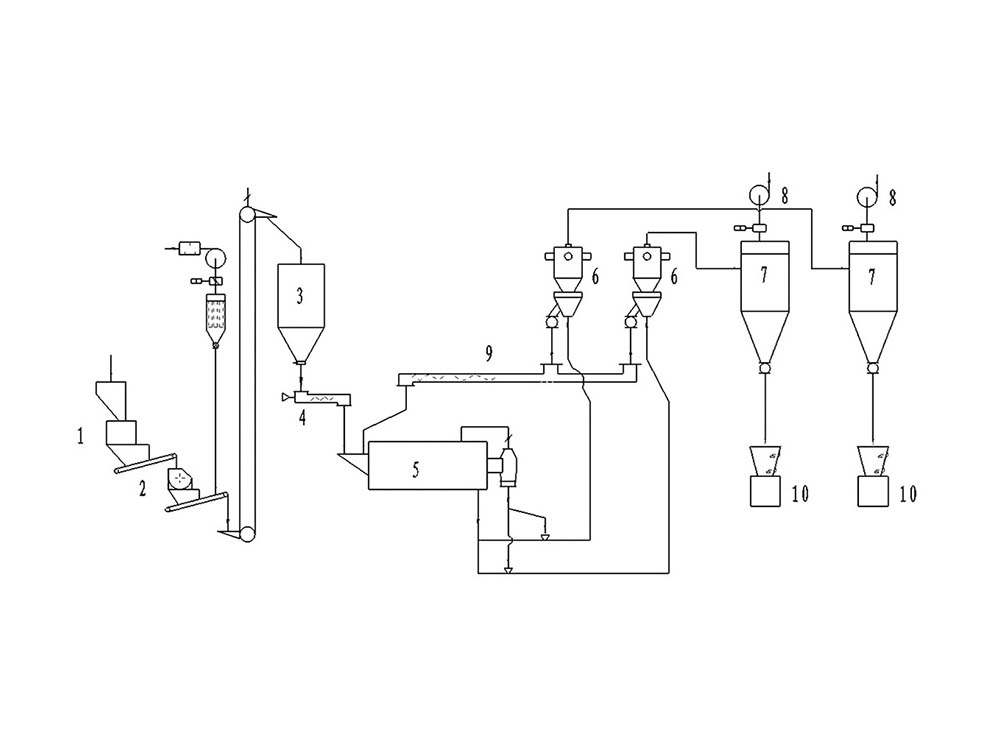
لومړی، کوارټز د هاپر لاندې راځي، د کوارټز ډبره د لومړني کرشنګ وروسته په ټوټو موادو کې ماتیږي، او د بیلټ کنویر په واسطه دویم کرشنگ ماشین ته لیږدول کیږي، بیا کوچنۍ ډبره به د دوه سکرین کولو لپاره د حرکت کولو سکرین ته لیږدول کیږي. د اندازې کوارټز ډبرې ډول ، د اندازې څخه ډیر ډبره به بیرته کرشنگ ماشین ته راستون شي. د راډ مل کولو ماشین کې پوښل شوي مواد، د راډ مل کولو ماشین څخه مواد د سلنډر سکرین له لارې طبقه بندي کول. د راډ ملنګ ماشین ته د بیرته راستنیدو لپاره په کڅوړه کې ، د لوړ شدت مقناطیسي جلا کونکي لخوا د ټرامپ اوسپنې له مینځه وړو لپاره پوښل شوي مواد ، او بیا د عمودي حلقې لوړ پوړ مقناطیسي جلا کونکي ته د پاتې میخانیکي اوسپنې او اړوند اوسپنې لرې کولو لپاره ، معمولا د جلا کولو دوه پروسیجرونو وروسته. ، د کوارټز شګه اوسپنې مینځپانګه د 0.07٪ څخه ښکته کیدی شي ، په پای کې ، وړ نبض د هایدرولیک ډیسلیم کولو سلاټ له لارې د خټو لرې کولو لپاره ، او بیا ډیهایډریټ کیږي ترڅو د کوارټز شګه محصولات شي.
د تولید په کرښه کې، د راډ مل او د لوړ تدریجي مقناطیسي جلا کوونکی یو له اصلي تجهیزاتو څخه دی، دا د تولید کرښه د اتوماتیک لوړه درجه ده، د ټیټ عملیات لګښت، لوړ کرشنگ موثریت، د انرژۍ سپمولو، لوی تولید، لږ ککړتیا، اسانه ساتنه، وروستۍ کوارټز شګه یونیفورم اندازه، د دانې ښه شکل او مناسب اندازې ویش لري، کوم چې کولی شي د ساختماني ماشین څخه جوړ شوي ریت ملي معیارونه پوره کړي.
د پروسس چارټ
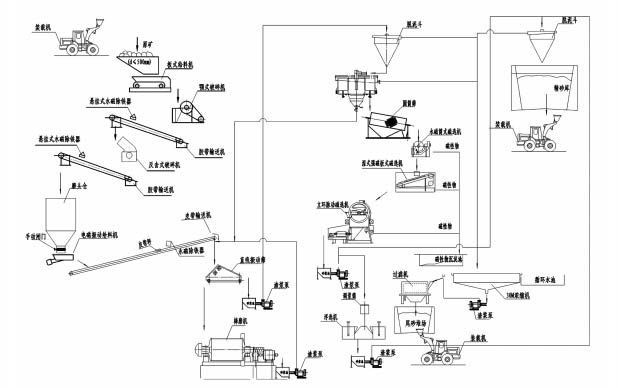
د خام ایسک → کرشنگ (موخه کرشنگ، منځنی کرشنگ او ښه کرشنگ) → پری سکرینینګ او معاینه → د ایسک مینځل → راډ پیس کول → طبقه بندي → ډیهایډریشن → ضعیف مقناطیسي جلا کول → قوي مقناطیسي جلا کول → طبقه بندي → ډیهایډریشن → پای محصول